Spirally-rolled finned tube (KLM) has a wide application in production of industrial heat exchange structures. It is produced by coiling or KLM-ribbing. At first rifling is coiled onto the bearing tube; then copper or aluminum strap of L-section is knurled on. Coiling is performed in a way to ensure strong strap impression and secure thermal joint preventing ribs from melting. This technology has a number of advantages:
- Stronger joint between ribbing and a bearing tube due to simultaneous bending of a strap and rolling of a strap flange end into pre-coiled rifling;
- 15% enhanced ribbing area compared to foreign similar brands owing to annular area on one side of the winded coil.
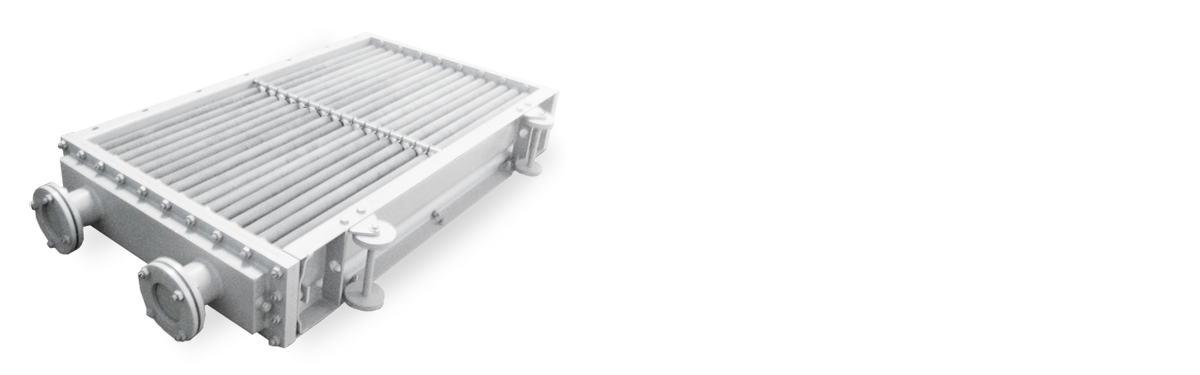
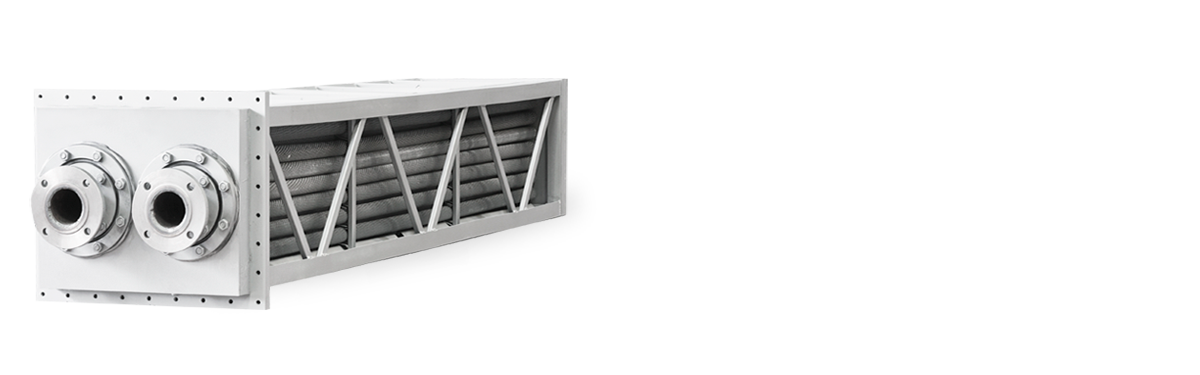
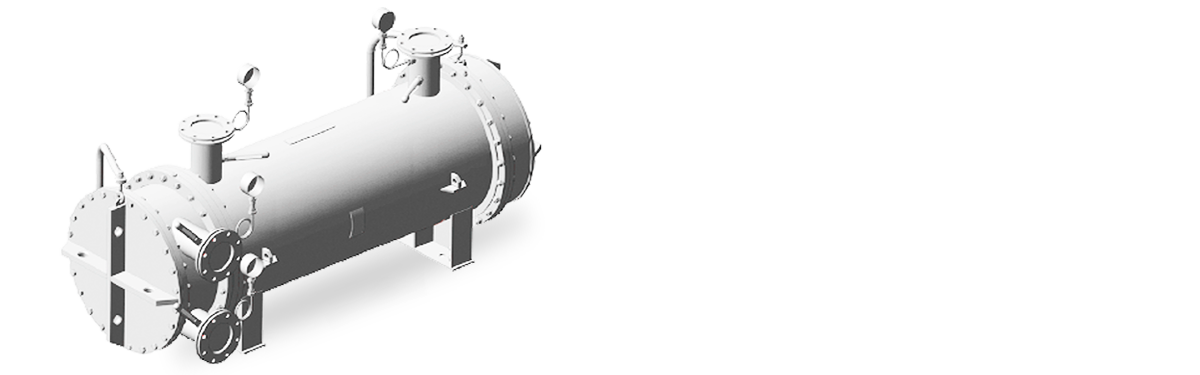
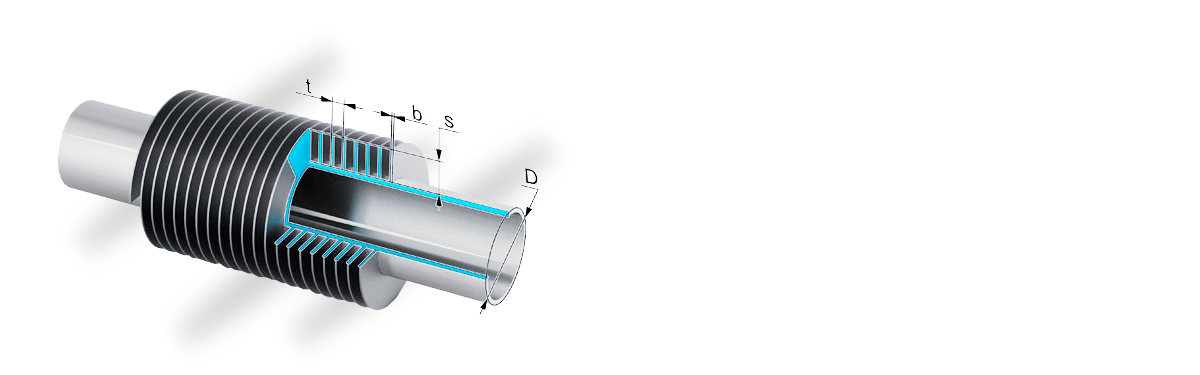
Maximum operating temperature of spirall-rolled finned tubes is +3000С and it makes possible to apply them in various heat exchange structures (both intended for heating and cooling): turbular electric heating elements, heaters, heat exchangers, oil coolers, air coolers, radiators, etc. Main technical characteristics of spirally-rolled finned tubes are:
- Tube diameter;
- Ribbing diameter of a tube;
- Bearing tube material (brass, stainless steel, copper).
- Ribbing material (aluminum, copper, stainless steel);
- Ribbing pitch;
- Ribbing coefficient;
- Tube length.
Spirally-rolled finned tubes are considerably cheaper compared to tubes of the same type produced by other enterprises. Cost saving results from less amount of aluminum used for a KLM tube production and sustaining high quality of a finned tube at the same time. Another advantage of KLM tubes is their better conductivity compared to tubes produced by cold rolling. On customer’s demand tube ribbing process can be performed in a way aluminum covers space between the ribs creating reliable corrosion-proof coating. If you have problem with the choice consult our specialists. They will help you choose and order finned tubes with the appropriate technical characteristics.

-

- Оребренные трубы